|
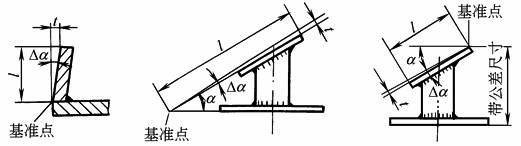
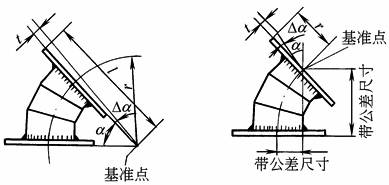
角度尺寸偏差 |
||||||
|
角度未注极限偏差按本表角度偏差的公称尺寸以短边为基准边,其长度从图样标明的基准点算起,见下图。如在图样上不标注角度,而只标注长度尺寸,则允许偏差应以mm/m计。一般选B级,可不标注,选用其他精度等级均应在图样的如表焊接件通用技术条件中表3的技术要求中。 |
||||||
|
|
||||||
|
公差等级 |
公称尺寸l(工作长度或短边长度)范围/mm |
|||||
|
0~400 |
>400~1000 |
>1000 |
0~400 |
>400~1000 |
>1000 |
|
|
以角度表示的公差Δα/(°) |
以长度表示的公差t/(mm/m) |
|||||
|
A |
±20' |
±15' |
±10' |
±6 |
±4.5 |
±3 |
|
B |
±15' |
±30' |
±20' |
±13 |
±9 |
±6 |
|
C |
±1° |
±45' |
±30' |
±18 |
±13 |
±9 |
|
D |
±1°30' |
±1°15' |
±1° |
±26 |
±22 |
±18 |
|
注:t为Δα的正切值,它可由短边的长度计算得出,以mm/m计,即每米短边长度内所允许的偏差值。 |
||||||
|
焊前弯曲成形的筒体尺寸允差(JB/T 5000.3—1998) mm |
|||||
|
|
外 径 DH |
△DH |
当筒体壁厚为下列数值的 圆度A-B |
弯角C |
|
|
≤30 |
>30 |
||||
|
≤500 |
±4 |
6 |
4 |
3 |
|
|
>500~1000 |
±5 |
8 |
5 |
3 |
|
|
>1000~1500 |
±7 |
11 |
7 |
4 |
|
|
>1500~2000 |
±9 |
14 |
9 |
4 |
|
|
>2000~2500 |
±11 |
17 |
11 |
5 |
|
|
>2500~3000 |
±13 |
20 |
13 |
5 |
|
|
>3000 |
±15 |
23 |
15 |
6 |
|
|
注:要求筒体内外表面或单面机械加工时,其卷圆成型校圆后,筒体圆度值可取表中的1/2。 |
|||||
|
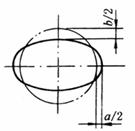
焊前管子的弯曲半径、圆度允差及允许的波纹深度 mm |
|||||||||||||
|
允差名称 |
管 子 外 径 |
示意图 |
|||||||||||
|
30 |
38 |
50 |
60 |
70 |
83 |
102 |
108 |
127 |
150 |
200 |
|||
|
弯曲半径R的允差 |
R=75~125 |
±2 |
±2 |
±3 |
±3 |
±4 |
|
|
|
|
|
|
|
|
R=160~300 |
±1 |
±1 |
±2 |
±2 |
±3 |
|
|
|
|
|
|
||
|
R=400 |
|
|
|
|
|
±5 |
±5 |
±5 |
±5 |
±5 |
±5 |
||
|
R=500~1000 |
|
|
|
|
|
±4 |
±4 |
±4 |
±4 |
±4 |
±4 |
||
|
R>1000 |
|
|
|
|
|
±3 |
±3 |
±3 |
±3 |
±3 |
±3 |
||
|
在弯曲半径处的圆度允差a或b |
R=75 |
3.0 |
|
|
|
|
|
|
|
|
|
|
|
|
R=100 |
2.5 |
3.1 |
|
|
|
|
|
|
|
|
|
||
|
R=125 |
2.3 |
2.6 |
3.6 |
|
|
|
|
|
|
|
|
||
|
R=160 |
1.7 |
2.1 |
3.2 |
|
|
|
|
|
|
|
|
||
|
R=200 |
|
1.7 |
2.8 |
3.6 |
|
|
|
|
|
|
|
||
|
R=300 |
|
1.6 |
2.6 |
3.0 |
4.6 |
5.8 |
|
|
|
|
|
||
|
R=400 |
|
|
|
2.4 |
3.8 |
5.0 |
7.2 |
8.1 |
|
|
|
||
|
R=500 |
|
|
|
1.8 |
3.1 |
4.2 |
6.2 |
7.0 |
7.6 |
|
|
||
|
R=600 |
|
|
|
1.5 |
2.3 |
3.4 |
5.1 |
5.9 |
6.5 |
7.5 |
|
||
|
R=700 |
|
|
|
1.2 |
1.9 |
2.5 |
3.6 |
4.4 |
5.0 |
6.0 |
7.0 |
||
|
弯曲处的波纹深度 a |
— |
1.0 |
1.5 |
1.5 |
2.0 |
3.0 |
4.0 |
5.0 |
6.0 |
7.0 |
8.0 |
|
|
|
筋板倒角型式及尺寸 |
|||
|
倒 角 型 式 |
|
|
|
|
如果外形允许,则厚度为12mm以下的筋板一般采用剪切的情况 |
当筋板厚度大于12mm,以及由于外形的原因,不管怎样处理,筋板都必须是从钢板上气割下来时的情况 |
不重要的焊接件,筋板宽度100mm以下,位置紧凑,筋板可不进行倒角焊接,图样不要求专门标注。因为强度关系,密封焊接都不采用这种筋板 |
|
|
倒 角 尺 寸 /mm |
筋板厚度 |
a |
l 或 r |
|
≤10 |
≤5 |
25 |
|
|
>10~30 |
>5~7 |
40 |
|
|
>30 |
>7~12 |
50 |
|
回顶部

微信扫码分享